
Fixierung von Achsen in einer Schleifmaschine
Hydraulikzylinder, Klemmeinheit
Heutzutage werden auf Hochgeschwindigkeits-Trassen feste Schienenschwellen aus Beton verlegt. „Bei den von uns entwickelten Fahrbahn-Elementen in Fertigteilbauweise für den ICE arbeiten wir mit einer Präzision von 0,1 bis 0,2 mm", so Dipl.-Ing. Stefan Bögl, Leiter des Bereichs Forschung und Entwicklung bei der Max Bögl GmbH & Co. KG.
Diese großen und massereichen Elemente werden unter kontrollierten Bedingungen in einem geschlossenen Fabrikationsgebäude produziert und erreichen bei gleichem Preis eine wesentlich höhere Qualität, als die im Freien direkt im Gleisbett gegossenen Fahrwege.
Voraussetzung zum präzisen Schleifen der Fertigteile ist die Fixierung während der Bearbeitung. Mit Hänchen Hydraulikzylindern und Sicherheitsklemmung über die federbetätigte Feststelleinheit wird eine, trotz Masse und Größe der Rohlinge auf 0,01 mm exakte, Fixierung während der Bearbeitung erreicht.
- Energiesparender Einsatz des Hydraulikantriebes
- Zylinder positionieren das Bauteil auf 0,01 mm genau
- Schmutzabsicherung durch Faltenbalg
- Hydraulikzylinder und Klemmelement als fertige Einheit


- Gewicht der Fahrbahnelemente: 9 Tonnen
- Präzisionsgenauigkeit von 0,1 – 0,2 mm gewährleisten
- Schutz der Antriebe gegen den Schleifstaub
- Hydraulik während des Schleifvorgangs ausschalten können, bei gleichzeitiger exakten Positionierung des Werkstückes
- Hydraulikzylinder Reihe 120 für bis zu 150 bar
- Kolben-Ø 60 mm, Stangen-Ø 40 mm, Hub 60 mm
- Kraftaufnehmer
- Proportional-Ventil
- Führungssystem: Servoslide® für Geschwindigkeiten bis 0,5 m/s
- Klemmeinheit Ratio-Clamp® mit einer Haltekraft von 50 kN
- 0,01 mm exakte Fixierung während der Bearbeitung
Der Fertigungsprozess
In einem ersten Schritt wird der Rohling aus einem Spezialbeton auf dem Kopf gegossen. Zwei Bewehrungsmatten geben die nötige Festigkeit, eine ist als Flachmatte ausgeführt, die andere hat ein dreidimensionales Profil. Sechs Stahlstränge ragen an jeder Seite aus der Beton-Platte heraus und können mit dem nächsten Fahrbahn Element verschraubt werden, bevor die Lücke vor Ort ausbetoniert wird. Nach dem Gießen der Form im Werk verdichten Rüttler den Baustoff, um ein einschlussfreies Material zu garantieren. Der abgezogene und auch auf der Unterseite plane Gleiskörper härtet aus, wobei die materialtypische Schrumpfung im Gegensatz zur Außenmontage unter exakt kontrollierbaren Bedingungen verläuft.
Das Gleisprofil
Die für die Montage der Gleisträger notwendige Exaktheit lässt sich nicht alleine durch einen Präzisionsguss erreichen. Außerdem müssen die einzelnen Elemente individuelle Formen haben, denn jedes ist maßgeschneidert für die entsprechende Gleis- und Geländekontur. Dies betrifft die Kurvenradien, die Übergangsbögen, Wannen, Kuppen, sowie andere Geländekonturen. Somit kann es je nach Streckenverlauf für jede der 6,5 Meter langen und 2,55 Meter breiten Platten ein eigenes dreidimensionales Profil geben.
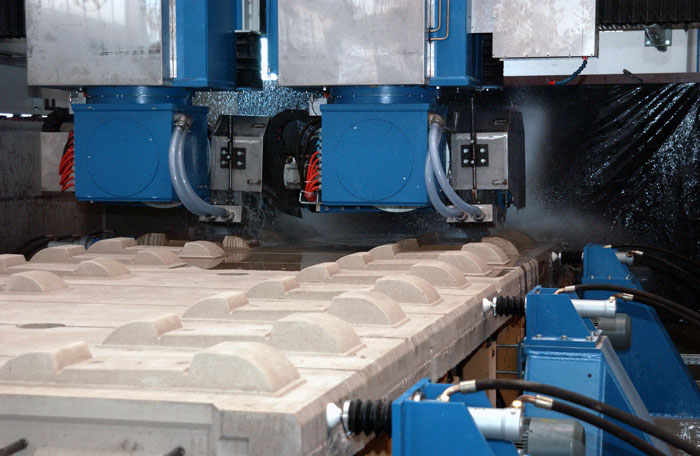
Präzisionsfräsen im Beton
Eine Schleifscheibe mit einer Breite von 200 mm wird von einer 100 kW Spindel angetrieben und schleift die mit einem Übermaß von 2 mm produzierten Fahrbahn Elemente nach dem Aushärten in Form. Pro Minute werden 2 Meter bearbeitet und in einem Arbeitsgang bis zu 2 mm im Nassverfahren abgetragen. Das verhindert Überhitzung und extreme Staubentwicklung. Die Spindel bringt eine Schnittkraft von bis zu einer Tonne auf. In Verbindung mit den Maßen und einem Gewicht der Fahrbahnelemente von 9 Tonnen besteht deshalb die Gefahr, dass sich die zu bearbeitenden Gussteile trotz der Armierung im 0,1 mm Bereich durchbiegen. Obwohl das Positionieren und in Position Halten eines Werkstücks eigentlich ein einfacher Vorgang ist, herrschen deshalb Rahmenbedingungen, die äußerst hohe Anforderungen an die Linearantriebe stellen.
Hydraulische Fixierung
Nach dem Einfahren des Betonkörpers durch eine Rollbahn bringen diesen sechs Hydraulikzylinder in Position. Sie sind alle mit Kraftmessdosen ausgestattet. Auf jeder Seite sind drei Hydraulikzylinder angeordnet. Drei dieser Zylinder, zwei links an den Enden, einer rechts in der Mitte, sind mit Proportional-Ventilen ausgestattet und als Linear-Antriebe Teil eines Regelkreises, der über eine SPS Siemens 840 D NC gesteuert wird. Die drei anderen Hydraulikzylinder fahren in die Endlage, während die drei Regelzylinder das Fahrbahn-Element mit einer Genauigkeit von 0,01 mm positionieren. Alle sechs Hydraulikzylinder haben einen Kolbendurchmesser von 60 mm, einen Stangendurchmesser von 40 mm, einen Hub von 60 mm und sind mit Näherungsschaltern ausgestattet. Sobald die Endlage erreicht ist, werden vier weitere Hydraulikzylinder zur Unterstützung in Position gebracht. Anschließend fixieren sechs Hydraulikzylinder von den Seiten das groß dimensionierte Werkstück. Diese sind auch dafür ausgelegt, eventuell auftretende Querkräfte auf der Kolbenstange aufzunehmen. Alle Hydraulikzylinder sind aus der Baureihe 120, für Drücke bis 150 bar geeignet und auf den 1,5 fachen Druck geprüft. Die sechs Hub-Haltezylinder und drei der seitlich angeordneten Spannzylinder sind mit dem Führungssystem Servoslide® ausgeführt. Diese Hänchen Qualität ist mit einer speziellen Kunststoff-Führung für optimierte Reibeigenschaften ausgestattet. Die Gleitflächen dieser Führung wirken vibrationsdämpfend, vermeiden Kantenpressung und gewährleisten weitgehend stick-slip-freie Bewegungen. Die hohe Fertigungsgenauigkeit und kleine Führungsspiele garantieren einen langlebigen Einsatz bei Kolbengeschwindigkeit bis zu 0,5 m/s. Zusätzlich klemmen vier Hydraulikzylinder die Schleifköpfe.
Hänchen Katalogzylinder
Zum Einsatz kommen bei Bögl Katalogzylinder von Hänchen. Mit Millionen-Investitionen hat der Hydraulik-Spezialist die gesamte Konstruktion und Entwicklung in den letzten Jahren auf ein vielschichtiges dreidimensionales CAD-System umgestellt, das speziell für eine modulare Konstruktion ausgelegt ist. Die Modularisierung ist so grundlegend, dass bereits jede Bohrungskontur ein Modul darstellt, welches nur einmal zentral hinterlegt ist. Über den online Produktkonfigurator HÄKO kann der Kunde am PC ebenfalls in räumlicher Darstellung auf diesen Baukasten zurückgreifen. Damit bietet das Unternehmen aus Ostfildern bei Stuttgart vielfältige maßgeschneiderte Produktvarianten ohne die Kosten und Unsicherheiten einer Sonderkonstruktion.
Klemmeinheit Ratio-Clamp®
Alle von unten sowie drei der von den Seiten wirkenden Hydraulikzylinder sind mit der patentierten Klemmeinheit Ratio-Clamp® von Hänchen ausgestattet. Eine der seitlichen Klemmungen vom Typ RCS 40 mit einem Durchmesser von 40 mm ist eine Sonderausführung und wurde modifiziert, um Seitenkräften unbeschadet aufnehmen zu können. Alle Klemmeinheiten bringen eine Haltekraft von 50 kN auf, sobald kein Druck am Hydraulik-System mehr anliegt. Sie erlauben so die Bearbeitung bei drucklosem Fluid-Kreislauf. Die auch vom TÜV geprüfte Klemmeinheit Ratio-Clamp® übernimmt beispielsweise in der Fertigung selbst sicherheitsrelevante Aufgaben, da die Klemmung nur bei anliegendem Druck freigegeben ist. In diesem Schaltzustand lässt sich die Stange in beide Richtungen frei bewegen. Ein Druckabfall gibt die in Schraubentellerfedern gespeicherte Energie frei, die über ein konisches Klemmelement die Haltekraft auf die Stange aufbringt. Dieser Vorgang kann durch einen gezielten Druckabfall von der Steuerung, aber auch bei einem Energieausfall oder Systemschäden automatisch ausgelöst werden. Die Klemmkraft bleibt ohne Energiezufuhr für beliebige Zeit erhalten, bis der Entriegelungsdruck wieder anliegt und die Kolbenstange damit frei beweglich wird. Selbst bei einem gelegentlichen Durchschieben der Stange über kurze Wege beim Überschreiten der ausgewiesenen Haltekraft treten keine Beschädigungen des Systems auf. Damit ist es möglich, während der halbstündigen Bearbeitungszeit den Betonkörper ohne Hydraulikdruck oder Steuerung exakt in Position zu halten. Die Klemmeinheit Ratio-Clamp® ist serienmäßig als Komplett-Einheit oder in Verbindung mit einem Hydraulikzylinder erhältlich. Der Kunde kann diese Lösung im elektronischen Katalog über ein maßstabsgerechtes CAD-Objekt mit allen Einbaumaßen erstellen, konvertieren und als 2D- oder 3D Datensatz beispielsweise im Autocad-Format exportieren.

Eine erfolgreiche Zusammenarbeit
Nach dem Fräsen erhalten die Betonköper eine Identifikationsnummer, um den richtigen Träger am richtigen Ort zu verlegen. Auf insgesamt 70 km wird so erstmalig die "Feste Fahrbahn Bögl" verlegt, ein innovatives Projekt, das Teil eines vielfältigen Portfolios ist: Vom Fertighaus bis zum schlüsselfertigen Fußballstadion für die WM reicht das Angebot des Fränkischen Familienunternehmens der dritten Generation, das mit 4000 Mitarbeitern einen Umsatz von 750 Mio. Euro erwirtschaftet.
Neue Wege mit Beton
Mit der Produktion der "Festen Fahrbahn" belegen Bögl und Hänchen, dass in der Bearbeitung von Beton völlig neue Wege möglich sind: der Einsatz auch großer Bauteile als Präzisionsprodukt. Beide Unternehmen konnten in diesem Projekt ihre Kompetenzen bündeln: Der Hydraulik-Spezialist zeigt die hohe Leistungsfähigkeit und Präzision seiner Hydraulikzylinder auch unter rauen Umweltbedingungen sowie die Möglichkeiten der modularen Konstruktions- und Produkt-Systematik, die auch anspruchsvolle Aufgaben ohne Sonderkonstruktionen löst und den Lösungsansatz einer kompletten hydraulischen Achse einschließlich Sicherheitsklemmung mittels Feststelleinheit. „Für uns hat sich die Zusammenarbeit während der Entwicklungszeit von September 2002 bis Oktober 2003 und der seitdem im Dreischichtbetrieb laufenden Fertigung bewährt“, bestätigt Stefan Bögl. Und der Familienbetrieb zeigt so beispielhaft mit seinem eigenen Forschungs- und Entwicklungsbereich völlig neue Perspektiven für Bauelemente, die unter exakten Umgebungsbedingungen mit bislang unbekannter Präzision und Wiederholgenauigkeit produziert werden. Trotz der Krise in der Bauindustrie konnte das Unternehmen mit diesem Innovations- und Komplettlösungskonzept bislang sowohl seine Arbeitsplätze als auch seine Schwarzen Zahlen sichern.
© Hänchen 2005